侾丏庤摦尋杹梡丄岝妛僈儔僗嵽丂etc丂 傾僋儘儅乕僩儗儞僘偺応崌丄尋杹婡夿傪巊傢偢丄庤杹偒傕椙岲偱偡丅 俉侽倣倣俥俉偺応崌丄侾柺偺尋杹検乮嬋棪偺怺偝乯偺愝寁抣偼栺丂俁倣倣丄幚嵺偺尋杹検偼愝寁抣偺侾丏俆攞乮俛俽俴俈乯乣俀攞乮俿俬俵俀乯掱搙偁傞偺偱丄岝妛僈儔僗偺岤傒偼侾俆倣倣埲忋偑椙偄偱偟傚偆丅 丂僆僴儔丒岝妛僈儔僗 暯峴惛搙丒暯柺惛搙傕偦傟側傝偵昁梫偱偡偑丅憢僈儔僗掱搙偺暯峴丒暯柺乮係兩慜屻乯惛搙偱椙偄偱偟傚偆丅僈儔僗昞柺偼僗儕僈儔僗忬偱傕峔偄傑偣傫丅 岝妛僈儔僗偺憡庤嬍偼丄晛捠偺憢僈儔僗乮惵斅僈儔僗乯俀枃偱偡丅岤傒偼侾侽倣倣埵偱椙偄偱偟傚偆丅  僆僴儔俛俽俴俈乮俛俲俈乯丄媦傃丂俿俬俵俀乮俥俀乯丅俿俬俵俀偼丄旝柇偵扺偄僌儕乕儞丅 |
姰惉僗儁僢僋丂丂丂僗億僢僩恾 r1丂=丂315mm/9mm/BSL7 (BK7) r2丂=丂-280mm/0.2mm/AIR 倰3丂=丂-280mm/7mm/TIM2 (F2) r4丂=丂-2100mm/570mm/AIR r5丂=丂丂丂丂0mm/30mm/BSL7 (BK7) r6丂=丂丂丂丂0mm/40mm/AIR 儗儞僘峔惉恾 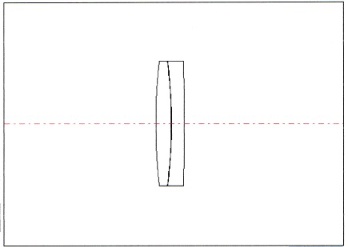 |
俀丏尋杹岺掱乮嵒僘儕乯丂偺奣梫 傾僋儘儅乕僩儗儞僘偺尋杹偼丄僯儏乕僩儞斀幩嬀偲摨偠傛偆偵丄僇乕儃儔儞僟儉摍偺尋杹嵒傪巊梡偟傑偡丅僈儔僗偼丄墌宍偺儀僯傾斅偵寉偔屌掕偟傑偡丅 俉侽倣倣俥俉丒傾僋儘儅乕僩儗儞僘偺応崌丄倰俀丒倰俁偺徟揰嫍棧偼侾俇侽倣倣慜屻丄俥抣偱俀掱搙偲嬌抂偵抁徟揰偱偡偺偱丄尋杹僗僺乕僪岦忋偺堊偵傗傗岺晇偑昁梫偱偡丅埲壓偺俁偮偺摦偒偲偟傑偡丅 俙塣摦丂丂墌塣摦丄捈宎偺侾丏俆攞埵偺儌乕僔儑儞偱丄侾侽侽夞/暘丂僗僩儘乕僋慜屻 丂丂伀 俛塣摦丂丂墯僈儔僗乮忋乯偺夞揮塣摦丄俀侽僗僩儘乕僋乛夞掱搙偺儔儞僟儉夞揮 丂丂伀 俠塣摦丂丂撌僈儔僗乮壓乯偺夞揮塣摦丄係侽僗僩儘乕僋乛夞掱搙偺儔儞僟儉媡夞揮 傑偨丄尋杹偑恑傓偆偪偵僐僶偑嵶偔側傝傑偡偺偱丄墢偺戝偒側寚偗傪嶌傜側偄傛偆偵丄搖愇偱僐僶悹傝傪儅儊偵偟偰偍偒傑偡丅搖愇偼悈傪偮偗側偑傜峴偄傑偡丅 俁丏尋杹岺掱乮嵒僘儕乯丂慹僘儕乣拞僘儕 慹悹傝偼丄僇乕儃儔儞僟儉俉侽斣慜屻偑椙岲偱偡丅尋杹偺愗傟枴偑椙偔丄俥俀憡摉偺墯撌嶌惉傕丄侾柺偁偨傝俁帪娫掱搙偱姰椆偟傑偡丅栚昗偲偡傞俼偺俋俋亾掱搙傑偱恑捇偝偣偰偍偒傑偡乮俼偺愺偄係柺偼媫寖偵恑捇偡傞偺偱拲乯俼偺應掕偼丄僨僾僗儅僀僋儘儊乕僞乕摍偱墯儗儞僘懁偺怺偝傪應掕偟偰寁嶼偟傑偡丅乮旛峫乯丂儈僣僩儓 寁嶼幃偼丄倰-(((r^2)-(y^2))^0.5) 偱偡丅 俉侽倣倣俥俉丒r2-r3丂偺応崌丄280-(((280^2)-(40^2))^0.5) 佮2.87mm 偱偡丅 倰侾亅倰係丂偺尋杹偺弴斣偼偳偺弴偱傕椙偄偱偟傚偆丅倰侾丄倰係偺憡庤嬍偼惵斅僈儔僗偲側傝傑偡丅 拞悹傝偼丄僇乕儃儔儞僟儉俀係侽斣慜屻偱丄俀侽暘掱斀揮僘儕傪峴偭偨屻偵丄傗傗懡傔偵弴僘儕傪恑傔偰嵒栚傪嬒偟偮偮丄栚昗偺俼偵僉儗僀偵崌傢偣傑偡乮斀揮僘儕偼弴僘儕傛傝傕俼偑曄壔偟傗偡偄偺偱拲乯怺偝偺岆嵎偼丄侾侽儈僋儘儞掱搙傑偱崌抳偝偣傟偽椙岲偱偡丅 儗儞僘嶮乮惵斅僈儔僗乯偲丄僨僾僗儅僀僋儘儊乕僞乕乮儈僣僩儓乯  |
係丏尋杹岺掱乮嵒僘儕乯丂巇忋偘僘儕 巇忋偘悹傝偼丄僄儊儕乕俉侽侽斣丒侾俆侽侽斣慜屻偑椙岲偱偡丅 拞悹傝偲摨偠偔丄俀侽暘掱斀揮僘儕傪峴偭偨屻丄傗傗懡傔偵弴僘儕傪峴偄俼傪懙偊傑偡丅僇乕僽偺怺偝傕僠僃僢僋偟偰偍偒傑偡丅嵒栚偑嵶偐偔俼偺嬋棪偑彫偝偄偺偱丄愙崌偺婋尟惈偑憹壛偟傑偡丅悈暘曗媼偼儅儊偵峴側偄傑偡丅 侾俆侽侽斣偑廔椆偟偨儗儞僘偼丄偒傔偑嵶偐偄旤偟偄僗儕僈儔僗忬偱丄偆偭偡傜摟偗偰偄傑偡丅埲屻丄嬀柺巇忋偘偺岺掱偵堏峴偟傑偡丅 仸丂儗儞僘尋杹偺擄堈搙偵偮偄偰丒丒 儗儞僘偺庤杹偒偑丄弮僯儏乕僩儞斀幩摍偲斾妑偟斚嶨側棟桼偼丄俁偮偺惛搙丄懄偪柺惛搙丒嬋棪惛搙丒曃恈惛搙傪丄係柺埲忋偱弌偡昁梫偑偁傞偙偲偱偡丅 柺惛搙偵娭偟偰偼丄斀幩宯偲堘偄摟夁岝側偺偱丄侾兩掱搙偺岆嵎偼嫋偝傟傑偡丅傑偨應掕婍嬶偵娭偟昁偢昁梫側傕偺偼丄嬋棪惛搙傪應掕偡傞僨僾僗儅僀僋儘儊乕僞乕摍偑偁傝傑偡丅偦偟偰曃恈惛搙娷傔偨惛枾側應掕婍偼崅壙偱偡丅乮嶲峫乯丂trioptics.jp 儗儞僘嬀柺尋杹 |